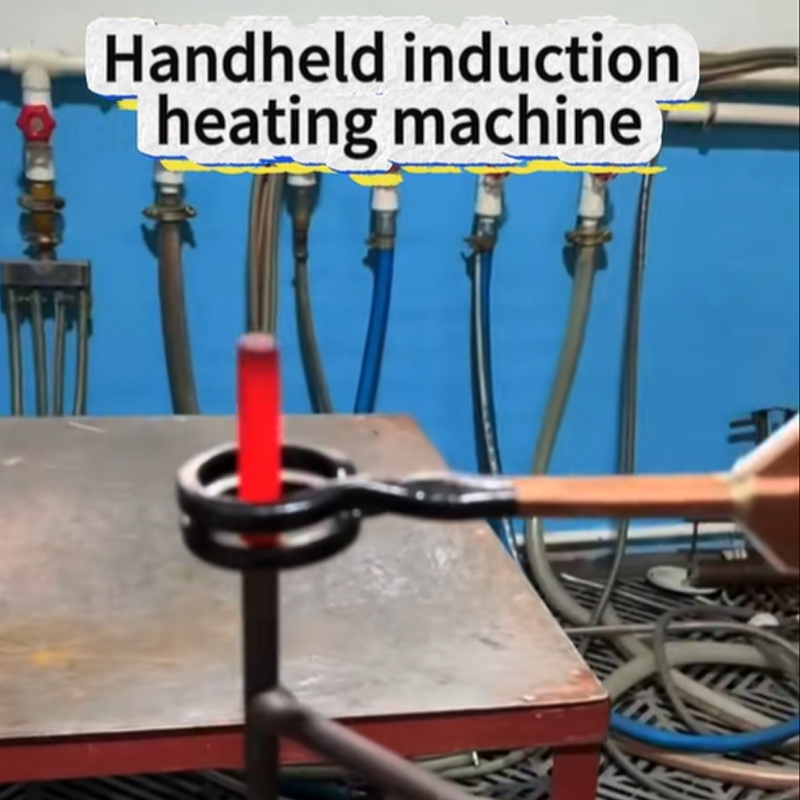
स्टील बार, लोखंडी बिलेट्ससाठी उष्णता उपचार कार्यशाळेसाठी इंडक्शन न्यूट्रल हार्डनिंग मशीन, शमन प्रक्रियेनंतर टेम्परिंग
उत्पादनाचे वर्णन
प्रक्रियेचा सारांश येथे आहे:
१. ऑस्टेनायझिंग:
स्टीलला एका विशिष्ट तापमानाला (बहुतेकदा १५००°F किंवा ८१५°C च्या आसपास) गरम केले जाते जिथे ते ऑस्टेनाइटमध्ये रूपांतरित होते, जो लोखंडाचा उच्च-तापमानाचा टप्पा आहे.
२. शमन:
गरम केलेले स्टील जलद गतीने थंड केले जाते, सामान्यतः तेल, पाणी किंवा वायूमध्ये, ऑस्टेनाइटचे मार्टेनसाइटमध्ये रूपांतर करण्यासाठी, ही रचना खूप कठीण परंतु ठिसूळ असते.
३. तापविणे:
नंतर क्वेंच केलेले स्टील कमी तापमानाला पुन्हा गरम केले जाते जेणेकरून अंतर्गत ताण कमी होईल आणि त्याची कडकपणा वाढेल. या पायरीमुळे इच्छित कडकपणा पातळी समायोजित करणे देखील शक्य होते.
होंग्ये निर्मित इंडक्शन न्यूट्रल हार्डनिंग मशीन या प्रक्रियांसाठी काम करते, न्यूट्रल हार्डनिंग प्रक्रियेद्वारे, धातूचे भाग मजबूत होतात तसेच त्यांचा ठिसूळपणा कमी होतो, ज्यामुळे ते कटिंग प्रक्रियेसाठी चांगले बनतात.
अर्ज व्याप्ती
हे इंडक्शन न्यूट्रल हार्डनिंग मशीन स्टील बार आणि लोखंडी बिलेट्सवर अचूक हार्डनिंग आणि टेम्परिंग प्रक्रिया करण्यासाठी उष्णता उपचार कार्यशाळांसाठी डिझाइन केलेले आहे. ते एकसमान हार्डनिंगसाठी नियंत्रित इंडक्शन हीटिंग लागू करते, त्यानंतर मटेरियल गुणधर्मांना अनुकूल करण्यासाठी एकात्मिक टेम्परिंग सिस्टम वापरते. हे उपकरण विकृती कमी करताना सातत्यपूर्ण कडकपणाची खोली सुनिश्चित करते, ज्यामुळे ते ऑटोमोटिव्ह घटक, बांधकाम रीबार आणि औद्योगिक धातूच्या भागांसाठी आदर्श बनते ज्यांना वाढीव पोशाख प्रतिरोध आणि संरचनात्मक अखंडता आवश्यक असते. त्याचे स्वयंचलित ऑपरेशन उच्च-व्हॉल्यूम उत्पादन लाइन्ससाठी उपयुक्त आहे जिथे पुनरावृत्ती करण्यायोग्य उष्णता उपचार गुणवत्ता महत्त्वपूर्ण असते. ही प्रणाली विविध वर्कपीस आयामांना सामावून घेते आणि विशिष्ट मिश्र धातु आवश्यकतांसाठी ते सानुकूलित केले जाऊ शकते.
कॉन्फिगरेशन आणि कामगिरी
इंडक्शन न्यूट्रल हार्डनिंग मशीनमध्ये उच्च-फ्रिक्वेन्सी पॉवर सप्लाय (५०-५०० kHz), अॅडजस्टेबल पिचसह अचूक इंडक्शन कॉइल्स, इंटिग्रेटेड क्वेंचिंग स्प्रे सिस्टम आणि पीएलसी-नियंत्रित टेम्परिंग युनिट यांचा समावेश असलेले एक मजबूत कॉन्फिगरेशन आहे. त्याची कडक स्टील फ्रेम १२ मीटर लांबी आणि १५० मिमी व्यासापर्यंतच्या वर्कपीसना समर्थन देते, ज्याचे स्वयंचलित फीड दर ०.१-३ मीटर/मिनिट आहे.
कामगिरीच्या निकषांमध्ये काही सेकंदात ८५०-९५०°C पर्यंत जलद गरम करणे, १-१५ मिमी (±०.२ मिमी सहनशीलता) ची एकसमान केस खोली साध्य करणे आणि पृष्ठभागाची कडकपणा ६२ HRC पर्यंत पोहोचणे समाविष्ट आहे. त्यानंतरचा टेम्परिंग टप्पा १५०-६५०°C वर ±५°C स्थिरतेसह कार्य करतो, ज्यामुळे सुरुवातीच्या कडकपणाच्या ९०-९५% राखून ठिसूळपणा कमी होतो. पुनर्जन्मक्षम पॉवर डिझाइनद्वारे ऊर्जा कार्यक्षमता ८५% पर्यंत पोहोचते, २-८ टन/तास प्रक्रिया करून ≤०.१% विकृती दरासह.
रिअल-टाइम आयआर पायरोमीटर आणि एम्बेडेड हार्डनेस टेस्टर्स गुणवत्ता सुसंगतता सुनिश्चित करतात, तर एचएमआय इंटरफेस एआयएसआय १०४५, ४१४० आणि डक्टाइल आयर्नसह २००+ स्टील ग्रेडसाठी पॅरामीटर प्रीसेट करण्यास अनुमती देते. सिस्टम पालन करते वॉटर-कूल्ड घटक आणि आपत्कालीन थांबे असलेले ISO सुरक्षा मानके. स्मार्ट फॅक्टरी इंटिग्रेशनसाठी पर्यायी रोबोटिक लोडिंग आणि इंडस्ट्री ४.० डेटा लॉगिंग उपलब्ध आहे.
तांत्रिक माहिती
१. पॉवर आणि फ्रिक्वेन्सी रेंज:
इलेक्ट्रिक पॉवर इनपुट: ३८०V ३-फेज (५०/६०Hz) ३kW ते १२०kW पर्यंत समायोज्य आउटपुट पॉवरसह.
वारंवारता पर्याय: अचूक खोली नियंत्रणासाठी मध्यम (१-१०kHz), उच्च (२०-१००kHz), किंवा अतिउच्च (१००-५००kHz).
२. वर्कपीस सुसंगतता:
१२ मीटर लांबीपर्यंत स्टील बार (Φ०.१ मिमी–१५० मिमी व्यास) आणि लोखंडी बिलेटवर प्रक्रिया करते..
कार्बन स्टील, अलॉय स्टील, स्टेनलेस स्टील आणि डक्टाइल आयर्न यासारख्या साहित्यांना समर्थन देते..
३. तापमान नियंत्रण:
शमन: पाणी/स्प्रे थंड करून ८५०-९५०°C (±५°C) पर्यंत जलद गरम करणे.
तापविणे: तापमान शमवल्यानंतर प्रोग्राम करण्यायोग्य श्रेणी १५०–६५०°C (±३°C).
४. ऑटोमेशन आणि अचूकता:
पीएलसी-नियंत्रित फीड रेट (०.१–३ मी/मिनिट) आणि सीएनसी पोझिशनिंग (०.१ मिमी अचूकता).
रिअल-टाइम आयआर पायरोमीटर आणि कडकपणा चाचणी एकत्रीकरण.
५. प्रमाणपत्रे आणि सुरक्षितता:
CE, ISO, RoHS बहु-संरक्षणाचे पालन करणारे (ओव्हर-करंट/व्होल्टेज, पाण्याची कमतरता).
ऊर्जा-बचत डिझाइन (पारंपारिक पद्धतींपेक्षा ७०% पर्यंत वीज कपात)
६. पर्यायी वैशिष्ट्ये:
रोबोटिक लोडिंग/अनलोडिंग किंवा इंडस्ट्री ४.० डेटा लॉगिंग.
जटिल भूमितींसाठी सानुकूल करण्यायोग्य कॉइल डिझाइन
अर्ज परिस्थिती: